Anwendungsbeispiele Gleitschleiftechnik
Um die vielfältigen Möglichkeiten des Gleitschleifverfahrens zu verdeutlichen, haben wir im Folgenden eine kleine Auswahl an Komponenten und Verfahren beschrieben und abgebildet.
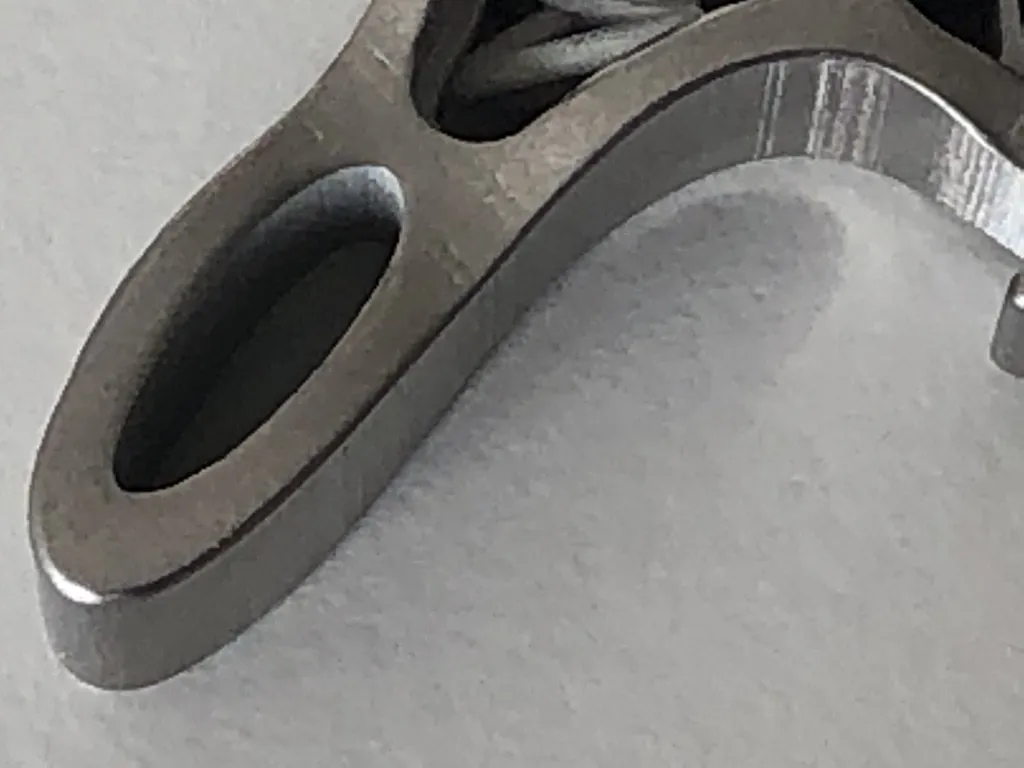
Nachher

3D-Bauteilbearbeitung
Unser Flaschenöffner nach der Bearbeitung.
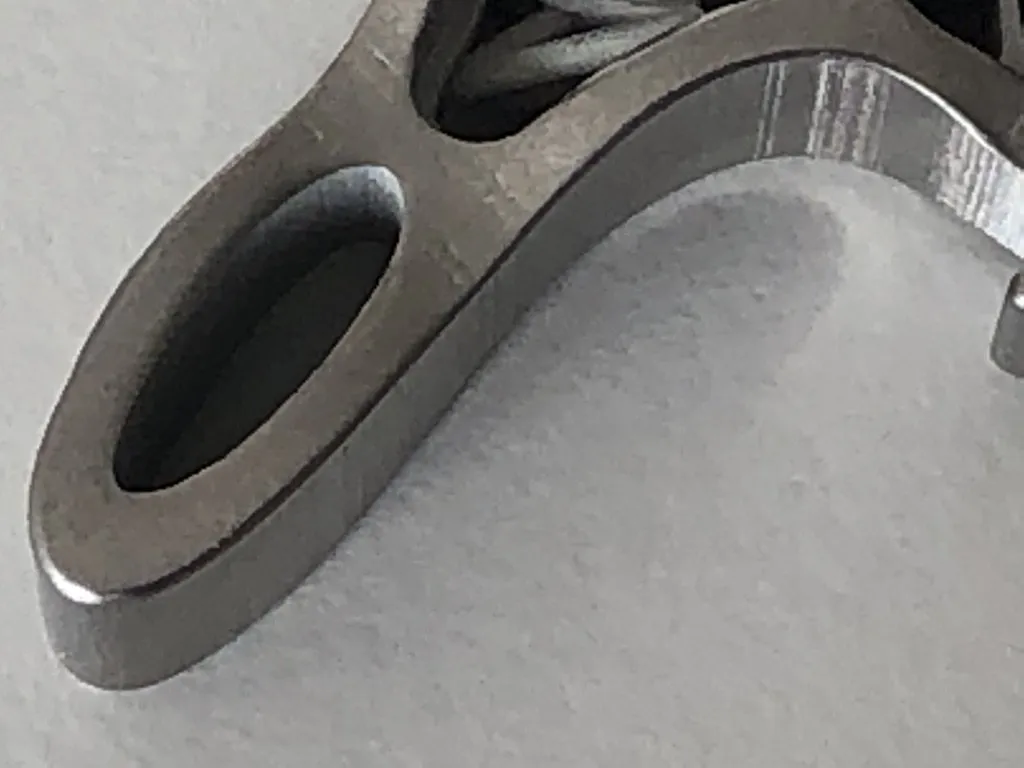
Vorher

3D-Bauteilbearbeitung
So sollte unser Flaschenöffner aussehen, nachdem dieser 3D-gedruckt wurde.
Beschreibung

3D-Bauteilbearbeitung
Zur Verarbeitung dieses Flaschenöffners haben wir uns für unsere Hochgeschwindigkeits-Zentrifugensysteme entschieden.
Zuerst wurde dieser geschliffen und dann poliert.
Nachher

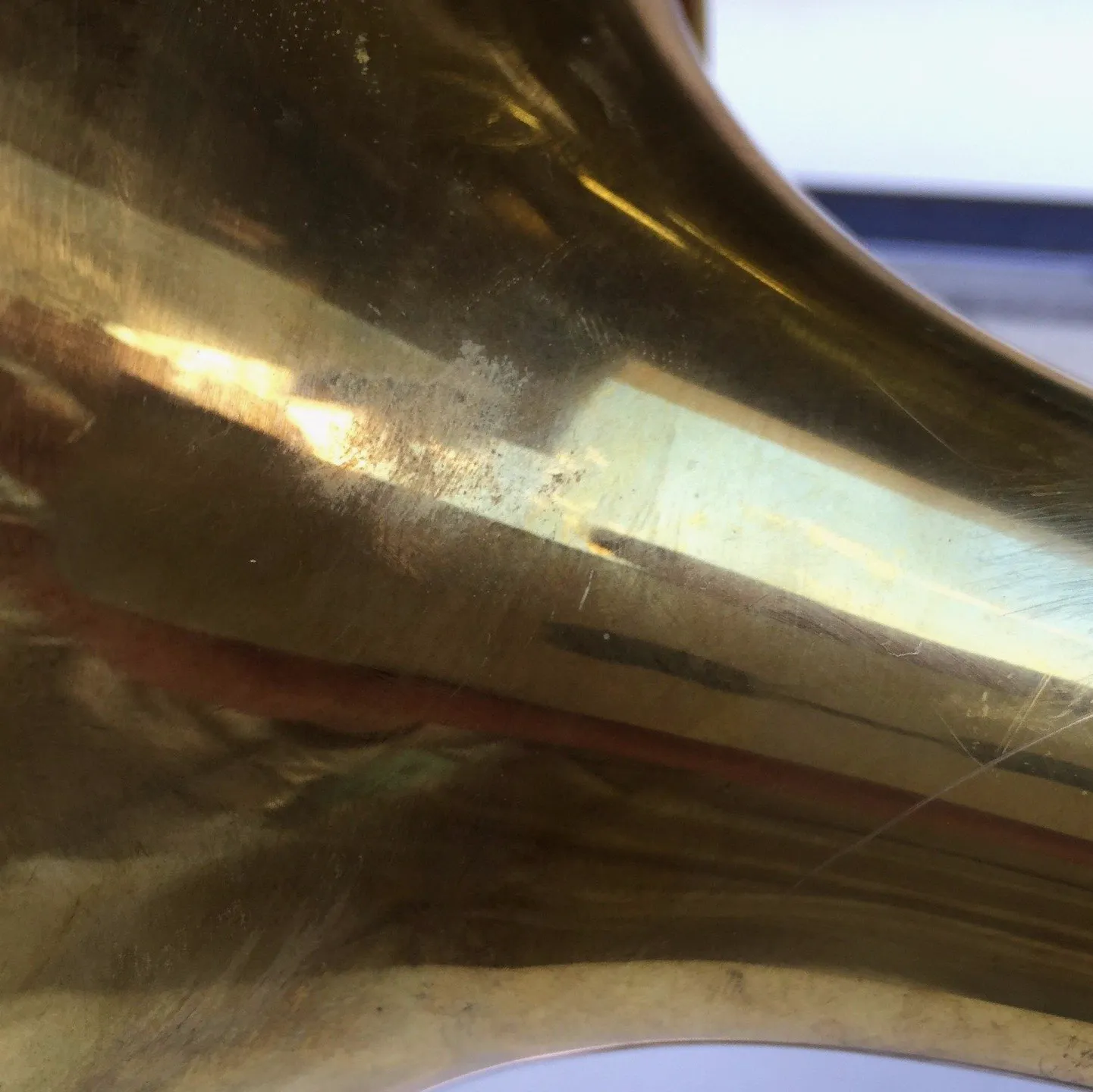
Polieren von Blechblasinstrumenten
Nach der Bearbeitung.
Vorher
Polieren von Blechblasinstrumenten
Vor der Bearbeitung.
Beschreibung

Wie lässt sich der Spiegelglanz erzielen?
Poliert mit Walnussgranulat und verschiedenen Compounds. Um einen Hochglanz zu erzielen, sind mehrere Poliergänge in einer High Speed Zentrifugalanlage erforderlich. Dies kann je nach gewünschtem Ergebnis und Oberflächenzustand vor der Politur zwischen drei und fünf Zyklen notwendig machen.
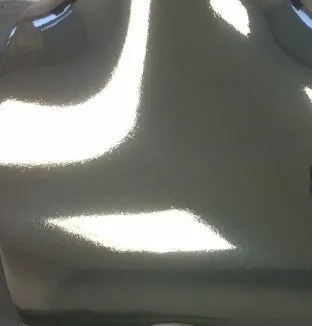
Nachher
Titan Bauteil
Bauteil nach der Bearbeitung.
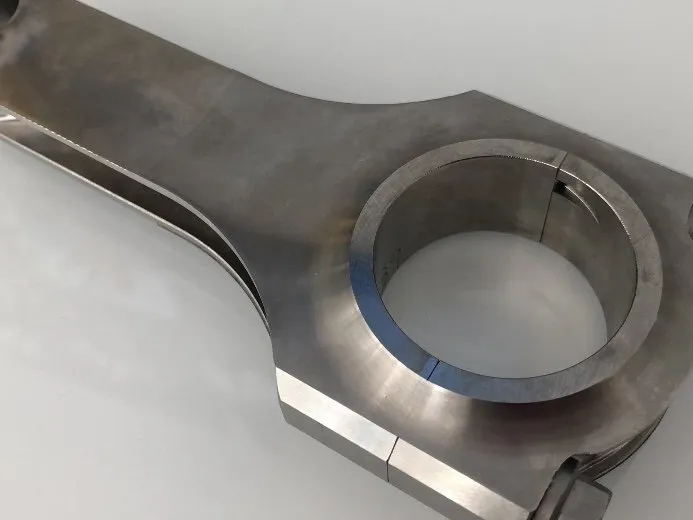
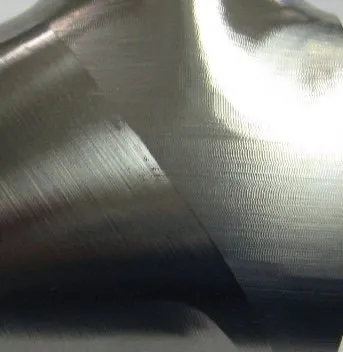
Vorher
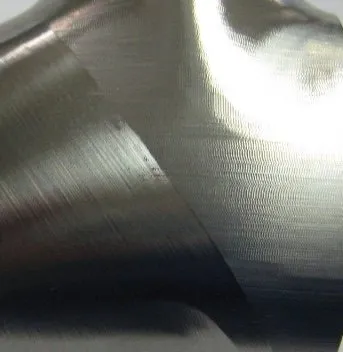
Titan Bauteil
Aufgabe: Frässpuren entfernen und polieren
Beschreibung
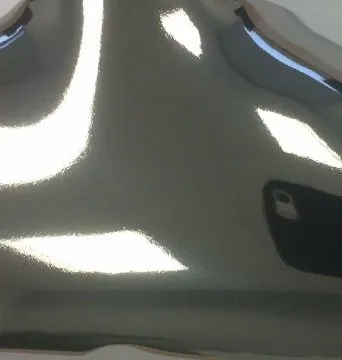
Bearbeitung eines Titan Bauteils
Wir bearbeiteten das Titanbauteil in zwei 60-minütigen Zyklen. Zunächst wurde das Bauteil geschliffen und Frässpuren entfernt. Im zweiten Zyklus erfolgte die Politur. Die Bearbeitung erfolgte in einer unserer High Speed Ientrifugalanlagen, in einer Kombination aus Nass- und Trockenprozess.
Später
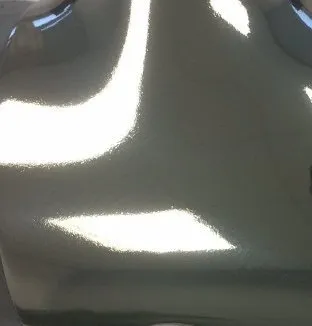
Satinieren
Bauteil nach der Bearbeitung
Vorher
Satinieren
Aufgabe: ein matter Glanz soll erzeugt werden
Beschreibung

Satinieren
Die Verarbeitung erfolgte im Trockenverfahren in einem Rundtrog mit speziellen nuggetförmigen Medien. Das Besondere an diesen Medien ist die matte Oberfläche mit einem schönen, satinartigen Glanz. Die Verarbeitung kann auch in Hochgeschwindigkeitszentrifugensystemen durchgeführt werden.
Nachher

Acrylbauteil: Satiniert
Vorher/Nachher-Ansicht
Vorher

Acrylbauteil: Satiniert
Vorher/Nachher-Ansicht
Beschreibung

Acrylbauteil: satiniert
Die Acrylteile wurden mit unseren Spezialnuggets zum Satinieren von Oberflächen bearbeitet. Die Bearbeitung ist mit allen gängigen Gleitschleifmaschinen möglich. Das Verfahren erfolgt trocken.
Nachher
3D-Bauteil: Titan
Titanbauteil geschliffen und poliert
Vorher

3D-Bauteil: Titan
Titanbauteil nach seiner Herstellung im 3D-Druck
Beschreibung
3D-Bauteil: Titan
In 2 Zyklen zum Ergebnis in unseren high Speed Zentrifugalanlagen.
1. Zyklus: Schleifen mit keramischen Schleifkörpern
2. Zyklus: Poliert mit Keramikkugeln
Nachher

Armatur vom Feinschliff bis zum Hochglanz
Polierte Armatur
Vorher

Armatur vom Feinschliff bis zum Hochglanz
Armatur nach dem ersten Zyklus
Beschreibung

Armatur vom Feinschliff bis zum Hochglanz
Bearbeitung in unserer High Speed Zentrifugalanlage.
1. Nassprozess mit Kunststoffkegeln
2. Trockenprozess mit Walnussgranulat und Compound
Nachher

Schleifen und Polieren von Kunststoffteilen
Eine glatte Oberfläche konnte erreicht werden.
Vorher

Schleifen und Polieren von Kunststoffteilen
Unebenheiten sind deutlich sichtbar.
Beschreibung

Schleifen und Polieren von Kunststoffteilen
Schleifen und Polieren in zwei Durchläufen im Nassverfahren.
Die Auswahl der Schleifmittel und der Anlagentechnik erfolgt je nach Bauteilbeschaffenheit.
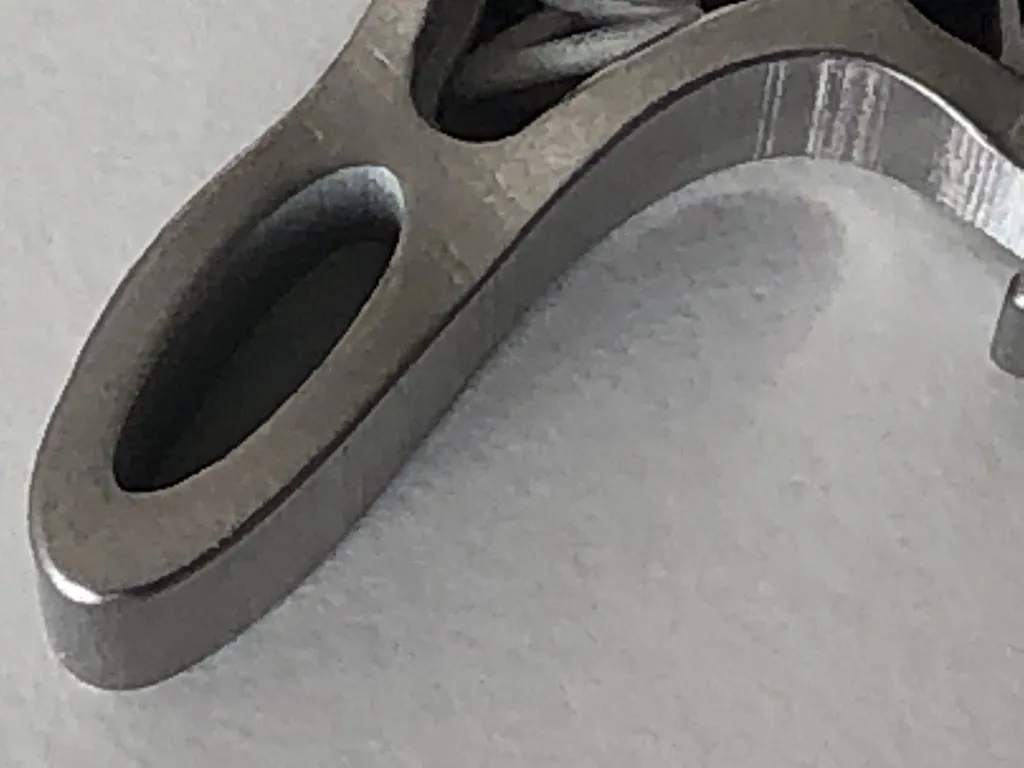
Nachher

Entgratung der Ringe mit einer Dicke von 2 mm
Geschliffen und entgratet
Vorher
Entgratung der Ringe mir einer Dicke von 2mm
Grate sind deutlich sichtbar
Beschreibung

Entgratung der Ringe mit einer Dicke von 2mm
Je nach Materialstärke, Legierung und Bauteilgröße kamen unterschiedliche Schleifkörper zum Einsatz, die sich in Form und Beschaffenheit unterschieden.
Ohne Bauteilbilder

Textilmaschinenindustrie
Ersatzteile für Textilmaschinen lassen sich erfolgreich schleifen, selbst sehr enge und verwinkelte Stellen können bearbeitet und die Oberfläche verrundet und geglättet werden.
Ohne Bauteilbilder
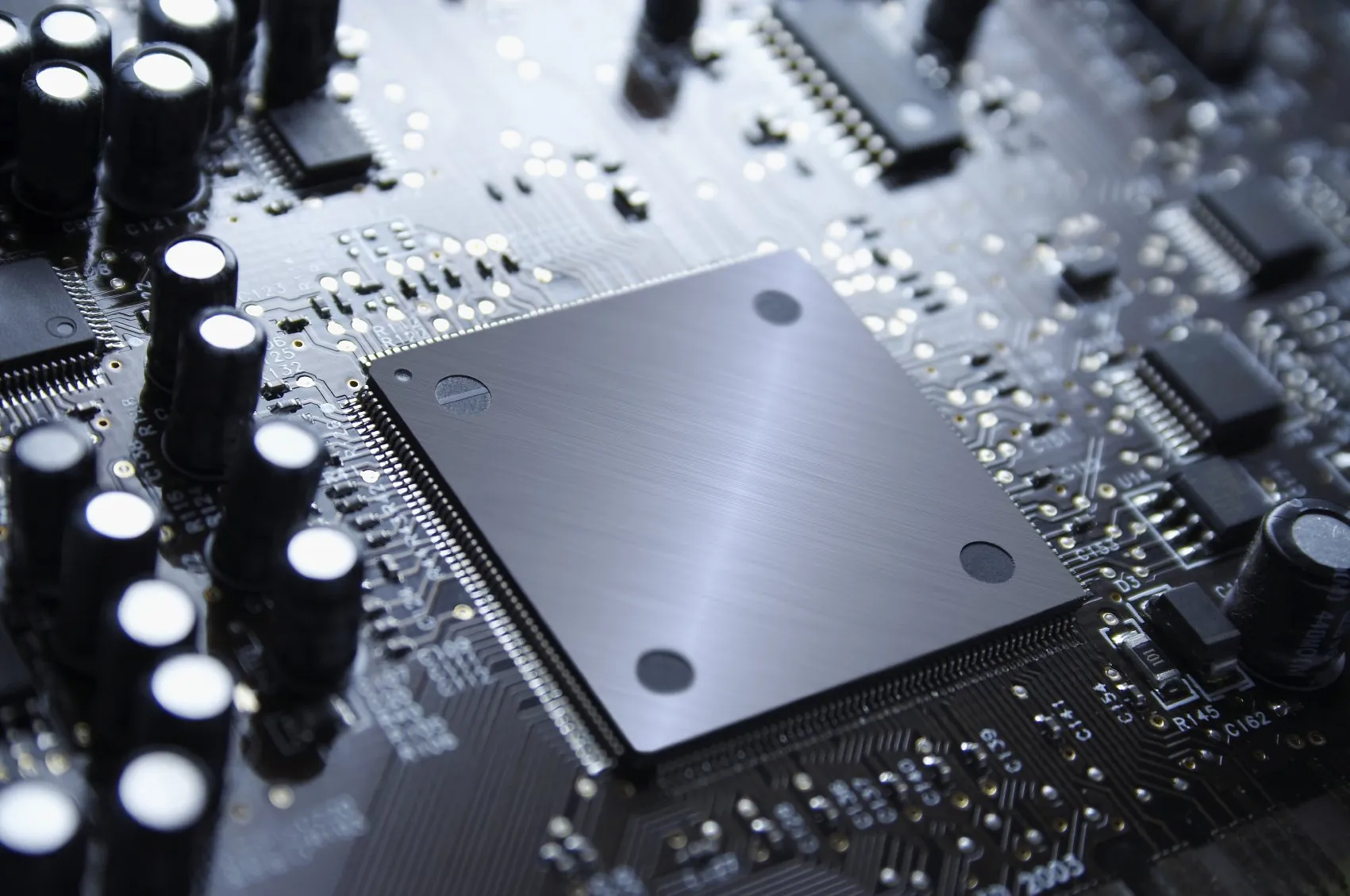
Elektronik: Entgraten von Kupferbauteilen
Das Entgraten von Kupferbauteilen ist mit Keramikmedien und unseren High Speed zZentrifugalanlage möglich.
Ein Zyklus, Laufzeit 15–30 Minuten.
Ohne Bauteilbilder

Polieren sehr hochwertiger Brillenbügel
Wie bei Blechblasinstrumenten können auch hochwertige Designer-Brillenbügel in 2-3 Durchgängen fein geschliffen und auf Hochglanz poliert werden.
Ohne Bauteilbilder

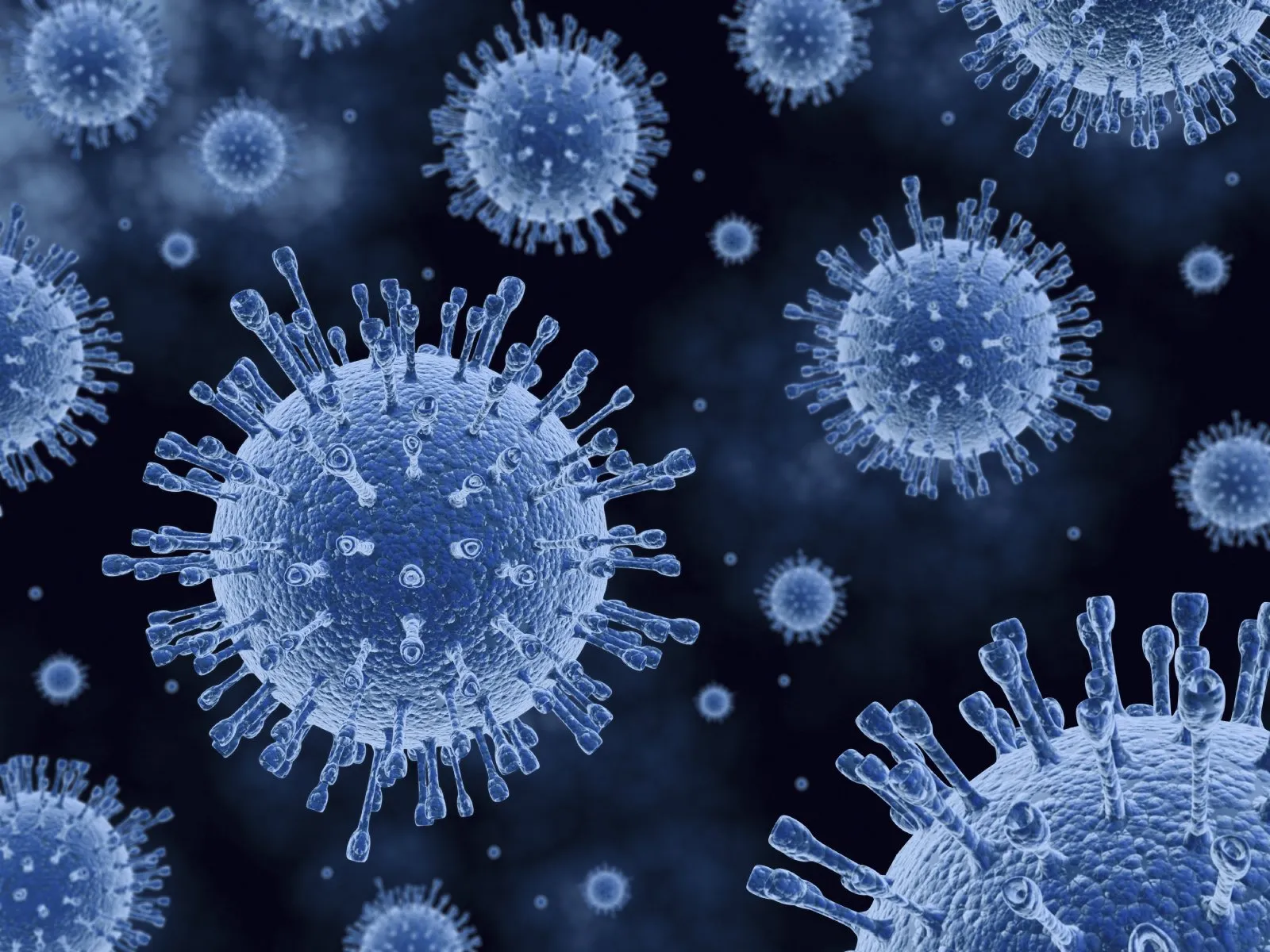
Medizintechnik: Zahnimplantate/Knieimplantate/Hüftimplantate
Entfernen von Frässpuren, 3D-gedruckte Bauteile, Schleifen und Hochglanzpolieren, Bauteile unterschiedlicher Größe, Beschaffenheit und Form.
Ohne Bauteil-bilder

Medizintechnik : Komponenten aus hochsensiblen Bereichen
Auch für diese Einsatzbereiche eignen sich unsere High Speed Zentrifugalanlagen und unsere speziell hergestellten Gleitschleifkörper. Schleifkörper und Anlagen wurden für diese Anwendung besonders auf einander abgestimmt.
Ohne Bauteil-bilder
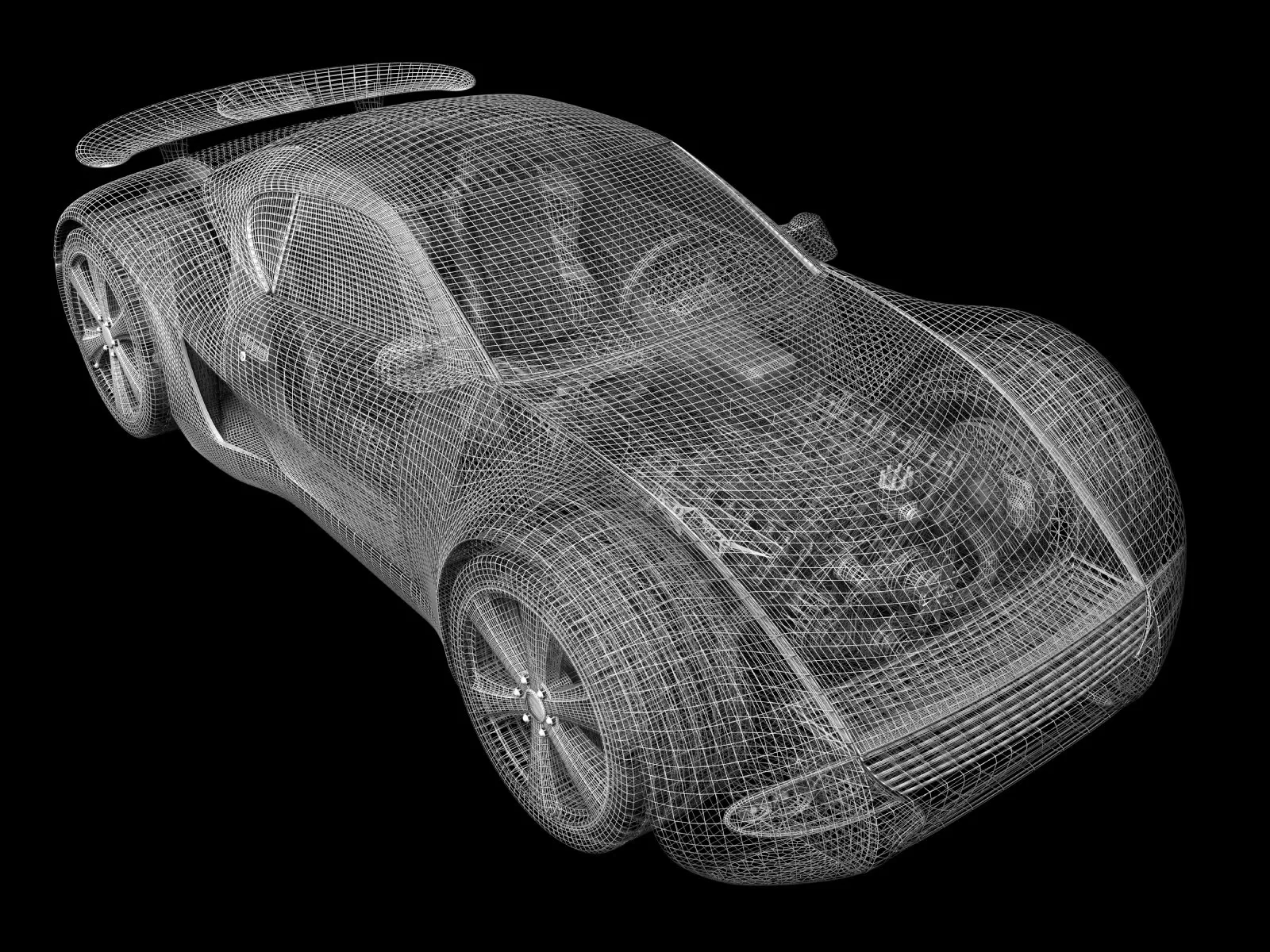
Automobilindustrie
Unsere Medien und Anlagen finden Ihren Einsatz in diversen Automotivbereichen. Eine Bearbeitung besonders kleiner Bauteile ist möglich.
Ohne Bauteil-bilder

Wälzlager/Kugellager/Ventile
Oberflächenrauheiten von weniger als 0.3µm können erreicht werden.
Ohne Bauteil-bilder
Polieren von Bauteilen mit Zinkbeschichtung
In der Medizintechnik eingesetzt, können Bauteile mit einer hauchdünnen Zinkschicht zum Schutz vor Bakterien poliert werden.
Ohne Bauteil-bilder

Lebensmittelindustrie
Auch hier kommen unsere Schleifkörper zum Einsatz. Ihre hohe Schleifleistung erzeugt eine homogene, glatte Oberfläche. Große und kleine Bauteile können so von Frässpuren befreit und für die Galvanisierung vorbereitet werden.
Vorher
Nachher

Vorher
Nachher
Vorher

Nachher

Vorher

Nachher

Vorher

Nachher
ANFRAGE SENDEN
Kontaktformular
Kontakt
Rifatec GmbH
Krefelder Straße 171b
41748 Viersen
Telefon +49 2162 9489971
E-Mail: info@rifatec.de
Öffnungszeiten
Montag – Donnerstag
8:00 – 16:30 Uhr
Freitag
8:00 – 15:30 Uhr
Samstag, Sonntag und Feiertage
Geschlossen
Soziale Medien


© 2025 | Rifatec GmbH | Impressum | Datenschutz